


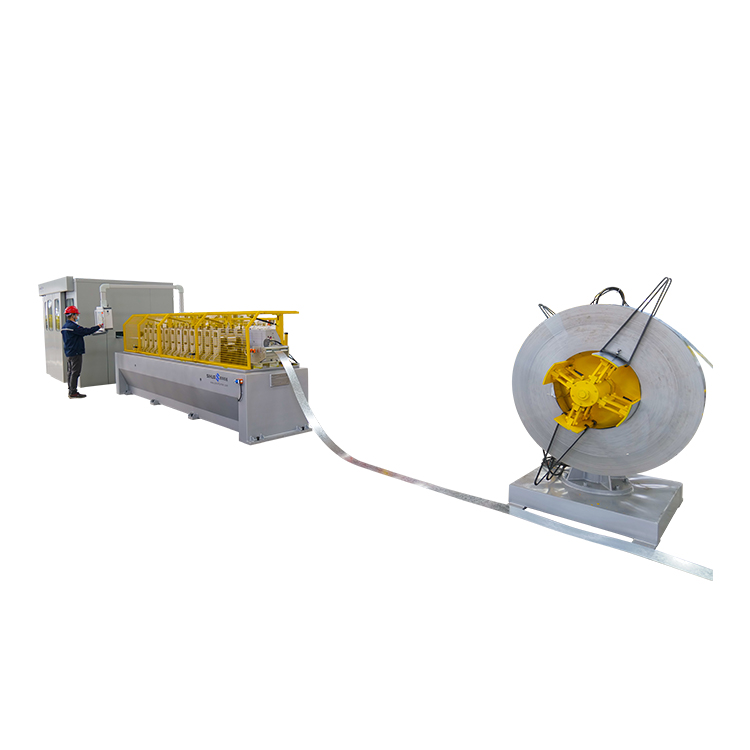
Machine à refendre pour largeur de 0,4 à 1,3 mm, 1300 mm
| (I) Paramètres des matières premières pour bobines d'acier | |
| (1) Matériaux applicables | bobine galvanisée |
| (2) épaisseur de refente | 0,4 mm à 1,3 mm |
| (3) Largeur de la plaque | 300 mm ~ 1250 mm |
| (4) Diamètre intérieur de la bobine d'acier | Φ508mm |
| (5) Diamètre extérieur de la bobine d'acier | Φ1600mm |
| (6) Poids de la bobine | 15 tonnes |
| (II) Paramètres du produit fini | |
| (1) Tolérance de largeur | ± 0,05 mm |
| (2) Longueur de Bururr | 0,03 mm |
| (3) Nombre de bandes fendues | Plaque de 1 mm d'épaisseur, 25 bandes |
| (4) Rectitude de cisaillement vertical | 1 mm / 2000 mm |
| (5) Diamètre total du cercle de la bobine | Φ508mm |
| (6) Diamètre extérieur du dérouleur | Φ1600mm |
| (III) Autres paramètres de l'équipement | |
| (1) Vitesse unitaire | 0~120 m/min |
| (2) Surface au sol (environ) | à moins de 17 m |
| (3) Alimentation électrique | 380 V / 50 Hz triphasé et à cinq fils |
| (4) Capacité installée | environ 160 kW |
| (5) Moteur d'entraînement | machine à bobine ouverte AC11 KW moteur ordinaire AC 75 kW moteur ordinaire AC90 kW Moteur de centrale hydraulique AC 7,5 kW |
| (6) Direction unitaire | face à la console de commande de (gauche) à (droite) (machine en marche avant) |
| (7) Opérateur de production | 1 technicien et 2 ouvriers non qualifiés |
| (8) Couleur de l'appareil | bleu |
1. Voiture à bobine
2. Dérouleur hydraulique
3. Support auxiliaire hydraulique I
4. Passage en direct du pont I
5. Machine de guidage latéral et de refendage
6. Enrouleur de déchets (des deux côtés)
7. Pont de passage en direct II
8. Table de séparation et de tension
9. Rappel hydraulique
10. Support auxiliaire hydraulique II
11. Sortie du chariot à bobine pour enrouleur 1
2. Système hydraulique
13. Système de commande électrique

1 voiture à bobine (1 jeu)
(1) Structure principale : plaque d'acier, roue de marche, quatre colonnes de guidage, arbre de transmission, etc.
(2) Supporte un poids de 15 tonnes, entraînement par moteur hydraulique, marche à 6 mètres par minute.
(3) Puissance de pression d'huile : hauteur de levage de 600 mm, cylindre de pression d'huile : FA- Φ125 mm (1 branche).
paramètre technique
| formulaire | Châssis en acier robuste, pression d'huile et commande du moteur |
| quantité | A |
| Surface de type V | Soudure de plaques de nylon et d'acier |
| palier | 15 T |
| Excursion en ascenseur | 600 mm |
| puissance de marche en voiture | moteur |
| vitesse de marche en voiture | 6 m/min |
Structure et utilisation : utilisé pour alimenter le codeur ouvert, transporter les bobines d'acier de la table de stockage à la bobine du codeur ouvert, le déplacement du chariot est contrôlé par un moteur à pression d'huile et le levage par un vérin hydraulique.
Mécanisme de levage : structure à vérin hydraulique et à quatre colonnes de guidage coulissantes ; la puissance de levage est fournie par le vérin, qui pousse la table de palier en V pour réaliser la fonction de bobine d’acier supérieure et inférieure.
Mécanisme de déplacement : moteur hydraulique et structure de rails de guidage parallèles. La force motrice est fournie par le moteur hydraulique, permettant au wagon de se déplacer horizontalement le long de l’axe du codeur ouvert. Des butées de fin de course aux deux extrémités des rails empêchent le déraillement.
2. Dérouleur hydraulique (1 jeu)
paramètre technique
| formulaire | châssis soudé en tôle d'acier, mandrin d'expansion hydraulique | |
| quantité | A | |
| palier | 15 T | |
| diamètre intérieur de la bobine d'acier | Φ508mm ; | |
| diamètre extérieur de la bobine d'acier | MAX : Φ1800 mm | |
| structure de plaque arquée à bobine ouverte | ||
| Plage de soulèvement et de retrait de la plaque arquée | Φ460mm-Φ520mm | |
| Plaque arquée | 45 # acier moulé (finition chromée) | |
| Frein à rouleaux ouverts | 2 jeux de freins à disque | |
| Méthode de décharge | Prenez l'initiative de nourrir | |
| puissance de rouleau ouvert | Moteur de 11 kW | |
Ouvrir le rouleau et fermer le dispositif de retrait du rouleau par pression sur le rouleau
A, fonction :
En maintenant la bobine d'acier, serrez le diamètre intérieur de la bobine, ouvrez la bobine ou récupérez la bobine.
Supporte la plaque de bobine et assure la tension de la bande d'acier, composée du châssis, de l'arbre principal, du tambour de laminage d'expansion, du dispositif de déroulage et de broyage, du support auxiliaire, du dispositif de freinage et de la partie motrice.
B. Structure
a) Cadre principal : fabriqué en acier de type A3, acier n° 45, deux paliers sont alésés en une seule fois pour assurer la concentricité de l'installation de la broche et l'absence de battement radial.
b) Arbre principal : composé d'un trou traversant en acier rond 40 Cr de 85 mm de diamètre, ajusté en qualité puis raffiné, arbre à rouleaux de 190 mm de diamètre, poids de charge de 15 tonnes.
c) Tambour de montée et de descente : adopter un tambour d'expansion à poussée et à traction de type coulissant ; quatre plaques arquées (acier n° 45), paire de coulisseaux à coupe linéaire, diamètre d'expansion : Ф470 mm-520 mm ; la longueur de travail effective du tambour est de 1300 mm, le mandrin intégré assure la concentricité du tambour lors de la montée et de la descente, le tambour monte jusqu'à un diamètre de 508 mm sur le chariot du tour, la surface est chromée dur par électroplacage.
d) Dispositif de déroulage : composé d'un rouleau de presse, d'un bras de support et d'un vérin hydraulique ; le rouleau de presse est lubrifié à la graisse polyuréthane et la tête de matériau ne se desserre pas et le bras de support est soulevé par le vérin hydraulique.
e) Dispositif de freinage : utilisant un système de freinage à disque pneumatique, la force de freinage est réglable. Le freinage est serré à l’arrêt afin d’éviter tout roulement intempestif en veille et au démarrage, et ainsi prévenir le frottement contre la surface de la tôle. La commande est synchronisée avec l’alimentation par rouleaux ouverts.
f) Puissance de pression d'huile : pousser et tirer le mandrin : spécifications du modèle de vérin de pression d'huile : Ф 150150 mm, utilisant le mode d'alimentation en huile à joint rotatif (champ pétrolier de Taïwan) ; vérin hydraulique de levage de presse Ф 80220 mm.
g) Puissance électrique : la puissance de la machine à enroulement ouverte adopte un moteur à courant alternatif de 11 kW avec entraînement par boîte de vitesses fermée (1 ensemble)
3. Support auxiliaire hydraulique (1 unité)
(1) Application : Soutenir l'extrémité en porte-à-faux du rouleau pour augmenter la rigidité du rouleau.
(2) Le support auxiliaire est un mécanisme à tige coudée, qui est levé ou abaissé par le bras oscillant du vérin hydraulique.
(3) Lors de l'ouverture du rouleau, le bras oscillant est levé pour maintenir l'extrémité en porte-à-faux de la machine à bobiner, et lors de l'enroulement du rouleau, le bras oscillant tombe.
4. Pont de passage à niveau (1 unité)
(1) Structure principale : le cadre est soudé avec une plaque d'acier.
(2) Puissance de pression d'huile : supérieure et inférieure : cylindre de pression d'huile : CA- Φ 80 mm (1).
paramètre technique :
| formulaire | Le cadre et le support de transition sont des pièces soudées en tôle d'acier, et le rouleau de transition est un rouleau adhésif. |
| quantité | A |
| Manchon en direct (longueur profondeur) | 3000 mm × 3500 mm |
| La manière de soulever un ensemble de tables | Le vérin hydraulique soutient le pont élévateur. |
Structure et utilisation : ce système permet de contrôler la synchronisation et le débit de la bande d'acier entre le dévidoir et l'alimentateur. La table est en nylon afin de protéger la surface de la tôle. Le positionnement des trois paires de capteurs de vitesse électroniques pour le contrôle des bandes d'acier dans la fosse de stockage permet de maintenir une capacité de stockage suffisante.
5. Guide latéral et machine à refendre (1 jeu)
Paramètres techniques du positionnement du guide latéral
| formulaire | Socle de soudage en tôle d'acier, support de rouleau et cadre |
| quantité | A |
| Largeur transversale | 200-1250 mm |
| Réglage de la largeur | Réglez à l'aide du volant |
| Le matériau en rouleau | Acier GCr15 |
| niproll | Φ120mm×1300mm |
Structure et utilisation : pour l’orientation de la largeur des tôles afin d’éviter leur déviation. Des rouleaux verticaux sont disposés de part et d’autre de la largeur de la tôle, fixés sur leurs supports coulissants respectifs. Ces supports coulissent sur le rail de guidage, parallèle à la largeur de la tôle, pour s’adapter à différentes largeurs. Les rouleaux verticaux sont trempés, puis chromés afin d’accroître leur dureté superficielle et de prévenir l’usure mécanique.
Paramètres techniques de la machine
| formulaire | socle de soudage en tôle d'acier, boîte de vitesses, voûte et cadre |
| quantité | Un ensemble |
| Divisez la vitesse | 120 m/min |
| diamètre de l'arbre | Φ180mm×1300mm |
| qualité des matériaux | 42CrMo |
| Taille de la portée (indiquée sans cette valeur) | Φ300mm Φ180mm 10mm (DE ID épaisseur ID) |
| Puissance du moteur principal | Moteur AC75Kw |
| Moteur d'arche mobile | Monté à l'extérieur du support sans affecter le couteau |
Structure et utilisation : cette machine effectue un cisaillement longitudinal vertical en différentes largeurs. La largeur du produit fini est ajustable grâce au remplacement du manchon composite. L’écartement des arbres de coupe est synchrone grâce aux arbres supérieur et inférieur, permettant un contrôle précis de l’écart entre ces derniers. Les arbres supérieur et inférieur sont fixés axialement par des écrous, leurs extrémités étant alignées avec celles des lames. Le remplacement de la lame s’effectue à l’aide d’un châssis latéral à entraînement motorisé.
(1) Structure principale : plaque d'acier, siège moulé, boîte de vitesses synchrone, entraînement universel, dispositif de levage à vis électrique.
(2) Matériau de l'arbre d'outil : 40 Cr, diamètre de l'arbre de couteau : Φ180 mm 1300 mm, traitement à moyenne fréquence après ébauche, rectification, chromage dur, 20 mm avec rainure de clé.
(3) Le verrouillage de l'arbre du couteau : l'écrou bloque l'outil.
(4) Réglage de la plaque de pression d'un groupe de supports, réglage du levage vers le haut et vers le bas, bois fixé avec.
(5) Mouvement du porte-outil : entrée et sortie électriques, levage de l'arbre du couteau, synchronisation électrique.
(6) Puissance de cisaillement : moteur ordinaire de 75 kW avec convertisseur de fréquence.
6. Enrouleur de déchets (des deux côtés)
une seule connexion ; commande de tension indépendante par conversion de fréquence
paramètre technique :
| formulaire | Support pour plaques d'acier soudées |
| structure | Structure à alimentation indépendante gauche et droite ; ensemble bobine, arbre de presse et transmission. Commande par vérin hydraulique pour un déchargement aisé. |
| quantité | Deux ; un à gauche et un à droite |
| Récupérez la largeur du bord de la chute. | Et 2 à 10 mm / d'un côté |
| vitesse d'enroulement | 0-120 m/min |
| Faites rouler le poids | MAX : 300 kg |
| Puissance du moteur principal | CA 3 kW (deux) |
| respiration | Expansion mécanique |
Structure et utilisation : la bobineuse latérale est un appareil permettant l’enroulement de la bande sur ses deux faces. Elle est entraînée par un moteur et équipée d’un vérin hydraulique d’évacuation, ce qui la rend stable et durable.
7. Pont de passage à niveau II (1 unité)
(1) Structure principale : le cadre est soudé avec une plaque d'acier.
(2) Puissance de pression d'huile : supérieure et inférieure : cylindre de pression d'huile : CA- Φ 80 mm (1).
paramètre technique :
| formulaire | Le cadre et le support de transition sont des pièces soudées en tôle d'acier, et le rouleau de transition est un rouleau en caoutchouc. |
| quantité | A |
| Manchon en direct (longueur profondeur) | 3000 mm × 5000 mm |
| La manière de soulever un ensemble de tables | Le vérin hydraulique soutient le pont élévateur. |
| Plaque de presse pour tailleur | Empêcher la plaque de tomber dans la fosse et d'endommager le matériau |
Structure et utilisation : ce plateau sert à contrôler la synchronisation et l’amortissement de la vitesse de défilement de la bande d’acier entre le rétracteur et le dérouleur. Il est en nylon afin de protéger la surface de la tôle contre les rayures.
8. Table de séparation et de tension
(1) Structure principale : plaque d'acier, rouleau de séparation, caoutchouc PU, etc.
(2) Coussinet de tension : dessus recouvert de feutre de laine.
(3) Rouleau de courroie : caoutchouc PU, Φ350 mm.
(4) Puissance de pression d'huile : levage du coussinet de tension : vérin de pression d'huile : FA- Φ 80 mm (2 pièces).
paramètre technique :
| formulaire | Base et cadre pour le soudage de plaques d'acier |
| quantité | Un ensemble |
| Taille du secteur | Φ80×Φ180*3 |
| Taille de l'ensemble séparé | Φ80×Φ110×& |
| Le rouleau de pression intermédiaire | Ascenseur vertical |
Structure et utilisation : séparation par bande de cisaillement longitudinale, évitant la tension de la machine lors de l’empilage et facilitant la collecte. Deux jeux de disques de séparation sont fournis. L’axe du disque de séparation est amovible côté opération pour simplifier le remplacement et le nettoyage.
| formulaire | Base de soudage en tôle d'acier, cadre, composition du système de freinage |
| quantité | A |
| type de plaque de pression | La plaque est actionnée par le cylindre pour atteindre la tension de compression idéale |
Fonction : Positionner la bande d'acier et appliquer une tension uniforme à chaque bande pour le rebobinage. La tension générée détermine la qualité du rebobinage. Une tension uniforme permet un enroulement régulier. La machine est principalement composée d'un bâti principal, d'un cadre de séparation avant, d'une presse, d'un cadre de séparation arrière, d'un étage de tension et d'un rouleau de guidage.
B, structure :
● Structure du cadre principal : composée de profilés, d'assemblages soudés de plaques d'acier, d'usinage de la surface de base après recuit.
● Cadre de séparation avant : adopte un cadre indépendant de type guide, le cadre est relié par les deux surfaces et le séparateur est monté sur l’arbre de séparation pour le corps et le manchon, ce qui est très pratique ; le cadre de séparation avant peut se déplacer de haut en bas par rapport au cadre principal et peut s’arrêter à n’importe quelle hauteur.
● Plateforme de tension : elle se compose d’une arche latérale, d’un portique supérieur, d’un plateau inférieur, d’un plateau supérieur et d’un vérin hydraulique. Le feutre de laine est fixé sur les plateaux supérieur et inférieur. La courroie passe entre ces plateaux, et la pression exercée sur le plateau supérieur génère la tension. Ce dernier est actionné de manière synchrone par deux vérins hydrauliques.
● Rouleau de guidage, dispositif de plaque
Rouleau de guidage : par support de roulement, tube en acier sans soudure recouvert de caoutchouc PU, traitement d’équilibrage dynamique, sa fonction est de guider la courroie plate dans l’enrouleur.
Dispositif porte-plaques : composé d’un système de crémaillère et d’un système d’entraînement. Ce dispositif utilise une structure à entraînement hydraulique et achemine la tête porte-plaques vers l’enrouleur.
9 Revolver hydraulique
(1) Structure principale : le tambour adopte une structure sans soudure ; plaque d'acier, rouleau de séparation, arbre principal, quatre plaques arquées (en zigzag), bloc coulissant, plaque latérale, roulement, siège de roulement, vérin de poussée et de traction, réducteur de boîte, dispositif de poussée hydraulique, frein à vapeur, etc.
(2) Expansion et contraction de la bobine : Φ480 mm~ Φ508 mm, avec dispositif à mâchoires, cylindre de pression d'huile : FA- Φ150 mm (1 branche).
(3) Puissance électrique : le moteur ordinaire de 90 kW est équipé d'un convertisseur de fréquence.
Caractéristiques techniques de l'enrouleur
| formulaire | Châssis en tôle d'acier soudée, mandrin d'expansion hydraulique à un seul bras et structure de boîte de vitesses |
| quantité | A |
| palier | 15 T |
| diamètre intérieur de la bobine d'acier | Φ508mm |
| Matériau de broche | 42 Cr Mo |
| Plaque d'arc à rabat de bobine | L'acier n° 45, après traitement de conditionnement de qualité, est revêtu de chrome dur. |
| Bouche de serrage condensée | Entraînement du vérin hydraulique vers le haut et vers le bas |
| diamètre extérieur de la bobine d'acier | MAX : Φ1800 mm |
| Pousser le panneau de matériaux | Poussée du vérin hydraulique |
| ensemble de freinage | freins à disque |
| Puissance du moteur principal | Moteur AC90 kW |
Structure et utilisation : Cet équipement sert au rebobinage de la bande après cisaillement longitudinal. Il se compose d’un bâti, d’un tambour, d’un système de transmission, d’un système de levage et de rétraction, d’un système de freinage, d’un système de lubrification, d’un système hydraulique, etc.
Système de transmission : la broche est entraînée par le moteur. Système de levage et de retrait : la tension est assurée par le vérin hydraulique de levage et de retrait, ce qui permet au coulisseau sur l’arbre principal de se déplacer. Le coulisseau en forme de Qi et le coulisseau produisent alors le déplacement nécessaire au levage et au retrait du tambour.
Paramètres techniques du bras de pression de l'arbre du séparateur
| formulaire | Base et cadre pour le soudage de plaques d'acier |
| quantité | A |
| Taille du secteur | Φ80×Φ180×3 |
| Taille de l'ensemble séparé | Φ80×Φ110×& |
Structure et utilisation : Cet équipement sert au rebobinage des pièces coupées longitudinalement. Le bras de presse est actionné par un vérin hydraulique. L’arbre de pression peut être écarté manuellement autour du point d’appui fixe pour le remplacement de la plaque isolante (patin).
10 Support auxiliaire hydraulique II
(1) Application : Soutenir l'extrémité en porte-à-faux du rouleau pour augmenter la rigidité du rouleau.
(2) Le support auxiliaire est un mécanisme à tige coudée, qui est levé ou abaissé par le bras oscillant du vérin hydraulique.
(3) Lors de la réception du rouleau, le bras oscillant est levé pour maintenir l'extrémité en porte-à-faux de la machine à bobiner, et lorsque le rouleau est reçu, le bras oscillant tombe.
11. Voiture de bobine de sortie pour enrouleur (1)
(1) Structure principale : plaque d'acier, roue de marche, quatre colonnes de guidage, arbre de transmission, etc.
(2) Entraînement par moteur hydraulique, marche de 6 mètres par minute.
(3) Puissance de pression d'huile : hauteur de levage de 600 mm, cylindre de pression d'huile : FA- Φ125 mm (1 branche).
Paramètre technique :
| formulaire | Châssis en acier robuste, pression d'huile et commande du moteur |
| quantité | A |
| Surface de type V | Soudage de plaques d'acier |
| palier | 15 T |
| Excursion en ascenseur | 600 mm |
| puissance de marche en voiture | moteur |
| vitesse de marche en voiture | 7 m/min |
Structure et utilisation : pour le déchargement de la bobine, le déchargement de la bobine d'acier de la bobine, le déplacement du chariot pour la commande du moteur à pression d'huile, le levage et le levage pour la commande du vérin hydraulique.
Mécanisme de levage : structure à vérin hydraulique et à colonne de guidage coulissante, la puissance de levage est fournie par le vérin, le vérin pousse la table à palier en V pour réaliser la fonction de bobine d’acier supérieure et inférieure, et le chariot de déchargement avec tige anti-inversion.
Mécanisme de déplacement : moteur hydraulique et système de rails de guidage parallèles. Le moteur hydraulique assure la propulsion du chariot, permettant son déplacement horizontal le long de l’axe de la bobine du rouleau. Des butées de fin de course aux extrémités des rails empêchent tout déraillement.
12 Système hydraulique (1 jeu)
(1) Structure principale : réservoir d'huile en tôle d'acier soudée, capacité de 300 kg et tous types de vannes de pression d'huile, panneaux d'huile.
(2) Puissance : Moteur et pompe à huile de classe E 7,5 kW, 30 ml, pression normale 70 kg / cm2, pression maximale : 140 kg / cm.
paramètre technique :
| quantité | Un ensemble |
| réservoirs de carburant | 300 L |
| Débit de la pompe à huile | 25 ml/r |
| Pression de service du système | 12 MPa |
| puissance du moteur | 7,5 kW |
| méthode de refroidissement | Refroidissement par le vent |
| température de fonctionnement | 0℃—60℃ |
| substance de service | Huile hydraulique anti-usure N68 |
Composition et utilisation : ce système permet de contrôler le fonctionnement de la partie hydraulique de l’ensemble de la ligne de production. À commande centralisée, il se compose d’une centrale hydraulique, de plusieurs blocs de vannes et de plusieurs canalisations. Il comprend principalement un réservoir d’huile, un groupe électrogène de pompage, un bloc de vannes hydrauliques, des canalisations hydrauliques, etc.
13 Système de commande électrique
(1) Table de commande électronique.
(2) Tension d'alimentation : triphasée 380 V CA ± 10 % Fréquence : 50 Hz ± 1
(3) Composition et utilisation : Le système est équipé d'un poste de commande centralisé. La ligne entière est contrôlée par un système à commande numérique. Le poste de commande dispose de fonctions de réglage de la vitesse (haute et basse), d'alimentation manuelle, de segmentation continue, d'alarme de défaut, etc. Le système de régulation de vitesse et l'automate programmable (PLC) sont des produits de la société taïwanaise Yong Hong. Les autres composants de commande électrique sont importés ou issus d'une coentreprise de même qualité. Le système comprend également une console, un boîtier à boutons-poussoirs, des composants de détection, ainsi que les câbles et fils. Grâce à son écran tactile, il est facile de paramétrer et de modifier les paramètres de production, notamment la vitesse, la commutation manuelle et automatique, et de surveiller l'état de fonctionnement de chaque élément. Le système garantit ainsi un fonctionnement sûr et efficace de la ligne de production.
14. Description de la marque et du fournisseur :
Partie mécanique
| numéro de commande | nom | producteur | remarques |
| 1 | palier | Le Japon a importé le NSK | Divisez l'hôte |
| 2 | palier | Axe Ha, axe de tuile | équipement accessoire |
| 3 | machine à engrenages motorisés | Ying a | |
| 4 | réducteur de vitesse | Guo MAO |
équipement pneumatique
| numéro de commande | nom | producteur | remarques |
| 1 | cylindre pneumatique | Produits de qualité nationale | |
| 2 | vanne électromagnétique | étoiles | |
| 3 | vanne de régulation de vitesse | étoiles |
Partie hydraulique
| numéro de commande | nom | producteur | remarques |
| 1 | vanne directionnelle électromagnétique | Huile kun | |
| 2 | soupape de décharge électromagnétique | Huile kun | |
| 3 | refroidisseur | Produits de qualité nationale |
Total électrique
| numéro de commande | nom | fournisseur |
| 1 | PLC | Taïwan Yong Hong |
| 2 | interface homme-machine | Weilun, Taïwan |
| 3 | transformateur de fréquence | Huichuan |
| 4 | relais auxiliaire | Schneider |
| 5 | Moteur ordinaire | Jiang Sheng |
| 6 | composants basse tension | Schneider |
15 Pièce jointe aléatoire :
(1) Schéma d'installation de la fondation mécanique, schéma de répartition des boulons et schéma d'implantation de la ligne de production.
(2) Accessoires : 20 pièces ; 120 pions en nylon collectés ; 20 pièces de tension ; 120 pions de tension ; 1 arbre de coupe.
| numéro de commande | Description description | étendue de la fourniture | remarques | |
| Vendeur | acheteur |
| ||
| 1 | conception | |||
| 1.1 | Calendrier de conception | √ |
|
|
| 1.2 | conception de machines | √ |
|
|
| 1.3 | Conception électrique pour le fonctionnement des machines | √ |
|
|
| 1.4 | Conception de circuits pour la pression d'air et la pression hydraulique | √ |
|
|
| 1.5 | Conception de l'agencement de la ligne de production | √ |
|
|
| 2 | faire | |||
| 2.1 | Établissez le planning | √ |
|
|
| 2.2 | Partie mécanique et électrique de la fabrication | √ |
|
|
| 2.3 | Inspection et essais de fabrication | √ |
|
|
| 2.4 | peinture en aérosol | √ |
|
|
| 2.5 | paquet | √ |
|
|
| 3 | conditions de livraison | |||
| 3.1 | Déchargement sur site |
| √ |
|
| 3.2 | Matériel de déchargement sur site (grue, etc.) |
| √ |
|
| 3.3 | Confirmation et stockage des équipements du site |
| √ |
|
| 4 | travaux de fondation | |||
| 4.1 | conception des fondations en génie civil | √ |
|
|
| 4.2 | Ingénierie et conseil en fondations | √ |
| Le vendeur fournit la carte de base |
| 4.3 | Inspection des ouvrages de base | √ | √ |
|
| 4.4 | boulon de baie | √ |
|
|
| 4.5 | tampon de machine (fer à repasser plat, fer à repasser incliné) | √ |
|
|
| 4.6 | Du coulis et du mortier sont coulés dans les fondations mécaniques. |
| √ |
|
| 4.7 | Le mortier est injecté dans l'orifice de base de l'équipement |
| √ |
|
| 4.8 | Bourré dans le béton (H-, etc.) |
| √ |
|
| 5 | travaux de montage | |||
| 5.1 | Matériel d'installation (véhicule conducteur, camion-grue, etc.) |
| √ |
|
| 5.2 | outil de remplacement | √ |
|
|
| 5.3 | Matériel d'installation (tuyauterie hydraulique et pneumatique et câblage) | √ |
|
|
| 6 | précautions de sécurité | |||
| 6.1 | Plaque de couverture de fossé et pompe submersible |
| √ |
|
| 6.2 | rambarde | √ |
|
|
| 7 | Ingénierie de la pression d'air hydraulique et du gel | |||
| 7.1 | unité hydraulique |
|
|
|
| 7.2 | Ingénierie des drains hydrauliques (dans l'équipement) | √ |
|
|
| 7.3 | Travaux de canalisation de drainage hydraulique (dans la tranchée) | √ |
|
|
| 8 | génie électrique | |||
| 8.1 | Installez l'alimentation électrique requise |
| √ |
|
| 8.2 | Câble principal reliant le poste de transformation au tableau de commande et à l'armoire de distribution |
| √ |
|
| 8.3 | Une tranchée pour câbles |
| √ |
|
| 8.4 | Câblage secondaire de l'armoire principale vers la machine | √ |
|
|
| 8.5 | Fente pour câble secondaire | √ |
|
|
| 8.6 | Contrôleur de moteur et d'entraînement | √ |
|
|
| 8.7 | Câblage et tuyauterie d'évacuation dans la machine | √ |
|
|
| 8.8 | Chaque ligne vers l'armoire de distribution électrique | √ |
|
|
| 8.9 | Approbation de l'utilisation des appareils d'éclairage et électriques |
| √ |
|
| 9 | essai | |||
| 9.1 | Matériaux pour l'essai |
| √ |
|
| 9.2 | Testeur |
| √ |
|
| 9.3 | Injection d'huile, huile pour engrenages, huile hydraulique, etc. |
| √ |
|
| 9.4 | outils d'entretien opérationnels | √ |
|
|
| 10 | Formation et service après-vente | |||
| 10.1 | Manuel d'utilisation et manuel d'entretien | √ |
|
|
| 10.2 | Formation à l'exploitation et à la maintenance | √ |
| |
(1) Système d'alarme de sécurité ;
1. Configurez le verrouillage de confirmation de l'état de fonctionnement conjoint (verrouillage de sécurité) et l'invite d'alarme pour chaque poste.
2. Chaque poste de commande, y compris l'alimentation, l'opération principale, le déchargement, etc., peut déclencher l'alarme indépendamment.
3. Lorsque chaque appareil mobile est en marche, l'alarme se déclenche.
(2) Dispositif de verrouillage de sécurité (détection infrarouge et alarme pour les parties critiques présentant un danger)
(3) Le rouleau de clip d'équipement, l'arbre de liaison, la chaîne rotative, les plaquettes de frein exposées et les autres organes de fonctionnement doivent être équipés d'un couvercle de protection et de garde-corps de sécurité autour du manchon.
(4) Panneaux d'avertissement pour les parties dangereuses et les parties importantes de l'équipement
(5) L'élément rotatif doit être marqué de couleurs évidentes, qui doivent se distinguer de la couleur de l'équipement du corps (en jaune).
1. L'acheteur doit fournir l'eau de refroidissement et la source de gaz à l'interface de l'équipement.
2. L'acheteur doit posséder un boîtier de distribution d'alimentation électrique (triphasé à cinq lignes), dont la capacité doit répondre aux besoins en énergie de l'unité.
3. Le boîtier de distribution électrique comporte plus de trois bornes de sortie.
4. Le boîtier de distribution électrique se trouve à moins de 5 m de l'armoire de commande principale.
5. L'acheteur est responsable de l'acheminement de l'alimentation électrique vers le poste d'exploitation.
6. L'acheteur devra fournir un compresseur d'air.
7. L'acheteur doit fournir l'huile pour engrenages, l'huile hydraulique, l'huile de lubrification et la qualité d'huile fournies par le vendeur.
8. L'acheteur fournira les matériaux nécessaires à la mise en service ainsi que les outils et équipements auxiliaires connexes.
Catégories de produits
-

Machine de profilage de rails en promotion
-

Rouleau de grille en T pour plafond principal SIHUA de qualité Shanghai...
-

Machine de profilage à rouleaux Shanghai Rail
-

Profil de crampons et de rails de 120 m par minute Roll Formin...
-

Machine à souder SIHUA, élément de structure SIHUA...
-
machine de profilage à rouleaux pour goujons et rails